

With an increasing global population and a continually turbulent workforce, meat and poultry processors face challenges on multiple fronts today. First, ensuring products are correctly graded and sorted has put a bind on companies that have struggled to fill quality assurance roles. Many plants cannot operate at maximum capacity because of this challenge.
Additionally, whether due to high employee turnover, insufficient training, burnout, or several other reasons, ensuring food safety and removing foreign material suffers. From the primary portioning stages to inspecting cooked products and prepared foods before packaging, the lack of a dependable workforce puts organizations at risk.
Over the last few decades, meat and poultry processing companies have used automated inspection technologies to improve throughput, cut waste, reduce errors, and fortify their quality control and food safety efforts. These hygienic in-line systems are available with extensive product measurement libraries developed through years in meat and poultry applications.
As technology has improved, including the involvement of artificial intelligence (AI) capabilities trained to inspect product features and detect anomalies at full-line speeds, the industry has entered an advanced era to manage its processes better than ever.
Vision Inspection Technology Basics
Vision inspection systems use state-of-the-art cameras and advanced analysis software to provide comprehensive analysis of food products during production. Companies can select from specially developed measurements to assess the size, shape, color, and compositional attributes that support standards for grading and quality. A variety of camera configurations and sensor types allow vision inspection systems to analyze both 2D and 3D geometry, as well as visible and non-visible spectrums that can provide information on color, visual defects, compositional properties such as oil and moisture content, and even temperature. These technologies provide consistent and objective metrics related to product features for applications ranging from hand sampling to 100% inspection at full production speeds.
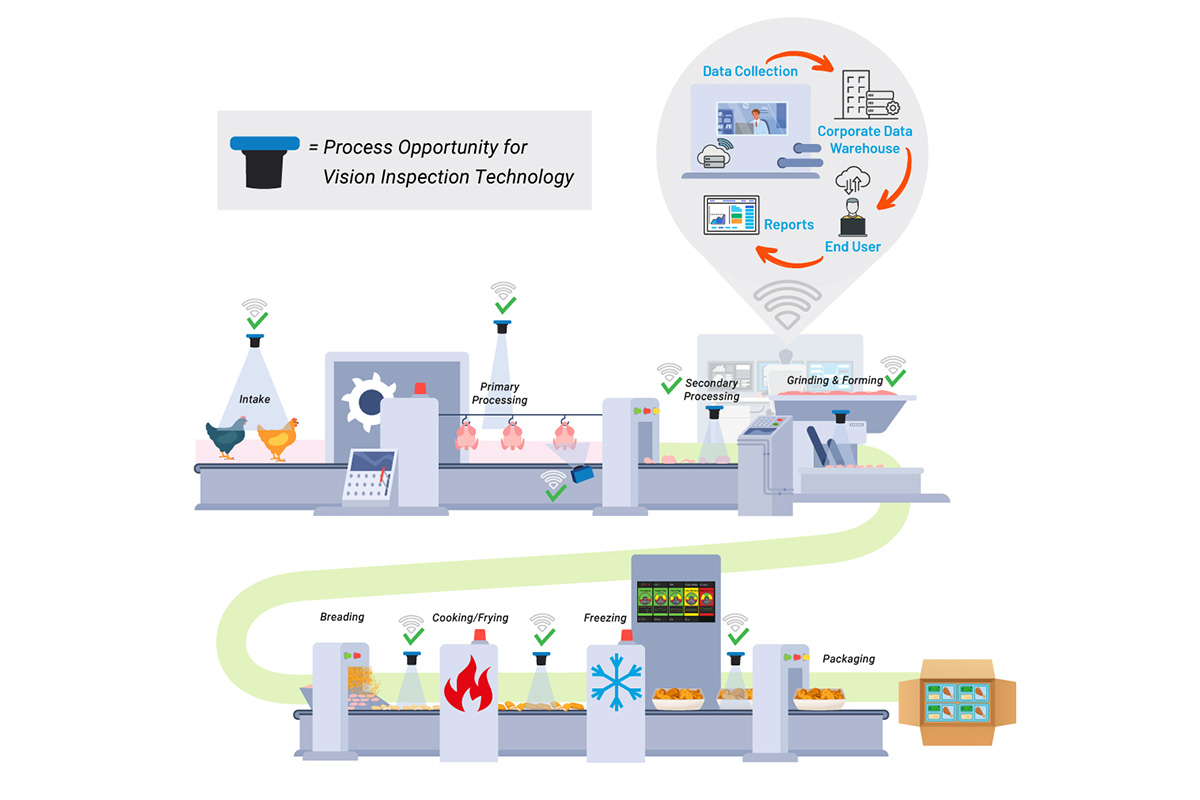 AI-enabled vision inspection technologies have several applications within meat and poultry processing to help companies improve process control and food safety. (Source: KPM Analytics Inc.)
AI-enabled vision inspection technologies have several applications within meat and poultry processing to help companies improve process control and food safety. (Source: KPM Analytics Inc.)The benefits of vision inspection are clear across all stages of processing to provide improved control of food quality and safety, as well as providing critical data and feedback to assess and optimize production processes.
Simplifying Foreign Material Detection in Primary Processing
Primary processing involves the cutting and portioning of products into specific meat and poultry cuts. In most plants, any excess meat left over from the prime cuts goes into a grinder. Additionally, if the butcher makes an incorrect cut that does not meet standards, the product will go into the trim line to meet a defined fat/lean ratio before grinding. After this process, the ground meat goes to grocers, food service distributors, or other later-stage processing facilities.
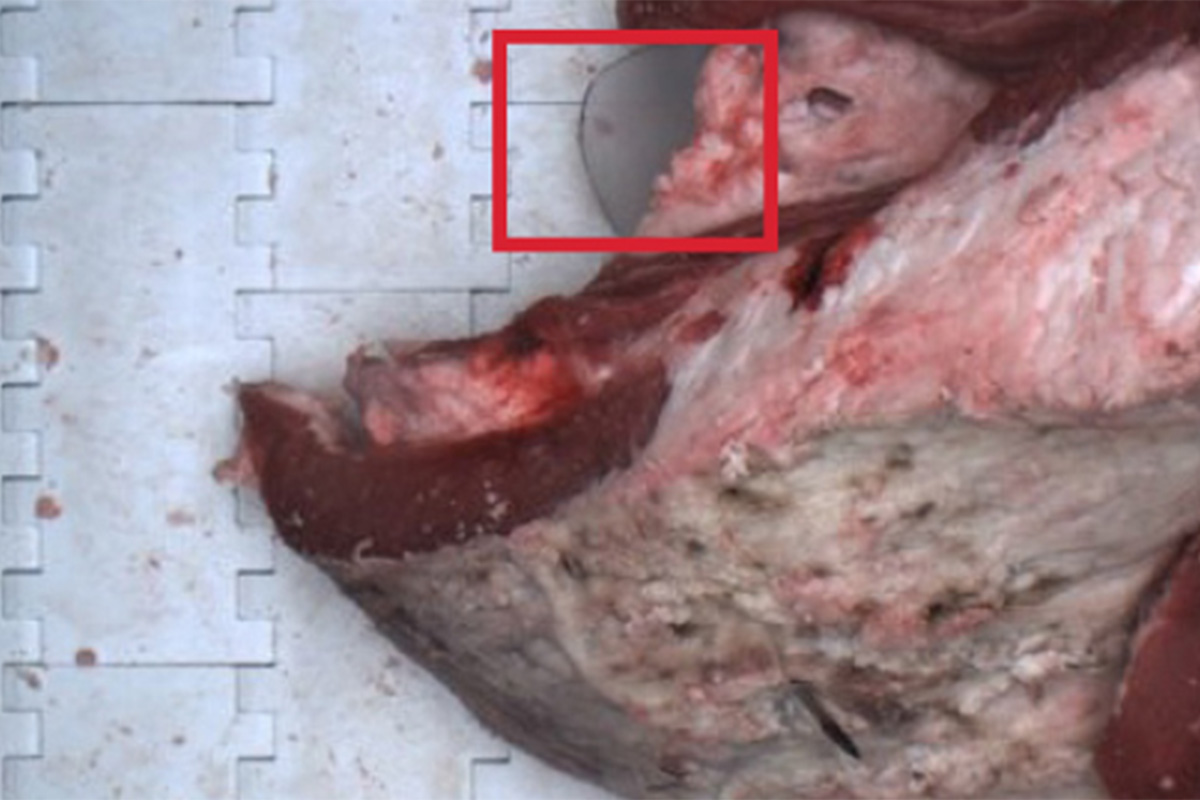 Clear plastic spotted on a beef trim line with the help of the SiftAI®, an AI-driven foreign material detection system. (Source: KPM Analytics Inc.)
Clear plastic spotted on a beef trim line with the help of the SiftAI®, an AI-driven foreign material detection system. (Source: KPM Analytics Inc.)Naturally, the more processing stages the meat product goes through, the higher the likelihood that foreign materials or defects can enter. Materials like paper, rubber gloves and other PPE, clear plastic, cardboard, like-colored objects, and other low-density objects can be challenging to find by human spotters and often go unnoticed by conventional inspection equipment (e.g., X-ray systems and metal detectors). Once these materials enter further processing stages such as a grinder, they can contaminate entire batches of product or damage equipment.
Processors today can improve foreign material detection methods by utilizing vision inspection systems that leverage AI models. One such example is the SiftAI® Foreign Material Detection System, which leverages machine learning to detect precise variations in color, texture, and context associated with a foreign material presence. These systems can then be used to alert operators, remove product, or stop the process before it reaches further processing.
Size & Grade Meat Products with Objective Measurements
Vision inspection technology has helped companies develop more robust standards for sorting and grading meat products. Vision inspection employs advanced algorithms to analyze products for 2D/3D height, thickness, overall shape, fat/lean percentage, edge variations, and other irregularities and compare results against programmed standards. Unlike traditional inspector-based grading, which is subject to interpretation by individual inspectors and customers, machine vision-based grading allows consistent performance.
Data from vision inspection can help trigger other automated actions within a production process, such as robotic picking machines that can route individual products based on data collected from the vision system. This process optimizes product quality control while upholding the grade standards that customers expect.
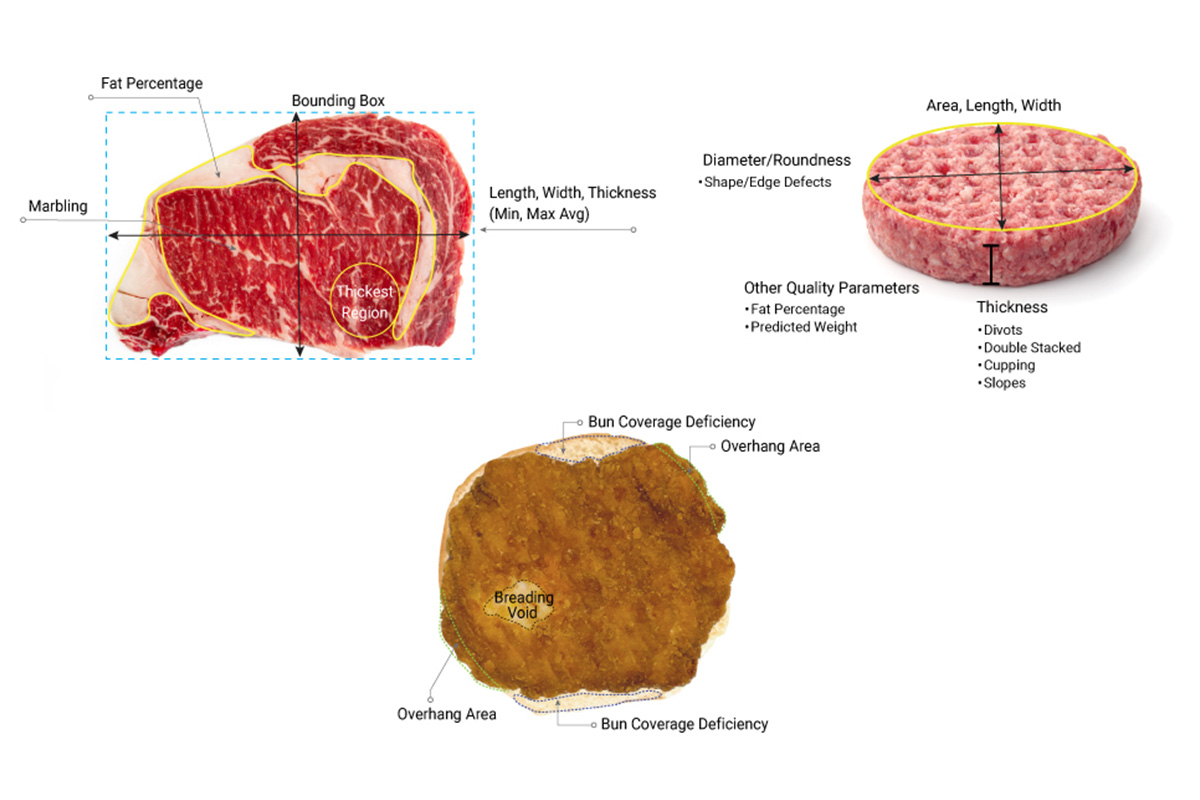 Various vision inspection measurement capabilities for raw and processed meat and poultry. (Source: KPM Analytics Inc.)
Various vision inspection measurement capabilities for raw and processed meat and poultry. (Source: KPM Analytics Inc.)Confirming Cooked Product Attributes
From the consumer’s standpoint, the product they are about to eat should have the same visual traits as the product on its packaging. Defects such as size variations, topping/breading defects, and visible defects such as dark marks and spots can all detract from the consumer experience.
Prepared meat and poultry products are often cooked with the help of automated machinery, where variations in the product dimensions or form can cause uneven cooking and even cause internal temperatures to be greatly reduced. These effects can have serious consequences when consumed and lead to consumer complaints and food safety issues.
Vision inspection technology is essential for ensuring all finished meat and poultry products meet brand standards for product appearance.
Positioning vision inspection capabilities before and after the cooking process allows processors to maintain ideal product color and visual quality standards and, ultimately, helps ensure that products are safe for consumption. Again, vision inspection offers a final measure for companies to keep their promise of safe, consistent products to their customers.
A Data Powerhouse for Plant- or Corporate-Level Decisions
As the previous examples shared, vision inspection enables operators to make immediate decisions to control the quality and safety on the processing floor. However, data from vision inspection helps support various groups within an organization.
At the plant level, automated vision inspection can help management identify the root causes of process errors, allowing them to formulate improvement plans. For instance, at a breaded chicken nugget production facility, vision inspection data trends help managers identify an oven in their production line that should be serviced based on a high frequency of over-baked products, or identify when a piece of forming equipment requires cleaning or servicing.
Vision inspection data trends also extend benefits to corporate-level decision-making. For instance, a company with vision inspection installations at multiple plants worldwide can compare performance data across multiple sites. This information aids in decisions to invest resources that correct global challenges.
Some in-line vision inspection offerings – like the P-Series Vision Inspection System from KPM Analytics – offer seamless integration with existing quality control platforms that support Industry 4.0 efforts. Examples of this include integration with MES and SCADA systems and feedback control operations to automatically adjust processes based on vision inspection results (cooking processes, robotics, product rejection, etc.). Suppose a company's products are sensitive to outside temperature, humidity, and other environmental factors. In that case, vision inspection can help correlate visual features with operating conditions to adjust (e.g., oven, fryer, refrigerator, and freezer temperature to optimize savings).
Achieve End-to-End Process Control
Vision inspection technologies and AI-enabled sorting, grading, and foreign material detection applications play a critical role in the meat and poultry processors as these companies look to optimize their processes, meet customer quality demands, and promote food safety.
Visit the KPM Analytics Booth# C21175 at IPPE 2024 and begin a new path to modernize food quality and safety assurance for your organization.


